تکنیکهای جلوگیری از اعوجاج حرارتی (Warping) در برش لیزر ورقهای نازک آلومینیوم
تکنیکهای جلوگیری از اعوجاج حرارتی (Warping) در برش لیزر ورقهای نازک آلومینیوم
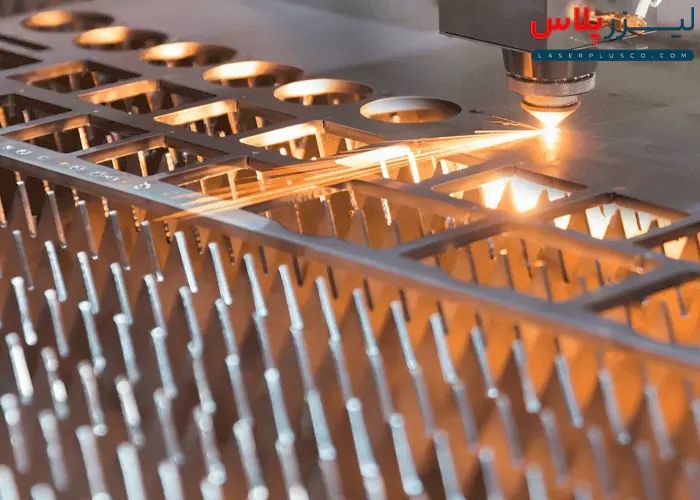
آلومینیوم به دلیل نسبت استحکام به وزن بالا و مقاومت در برابر خوردگی، یکی از پرکاربردترین مواد در صنایع پیشرفته مانند هوافضا، خودروسازی و الکترونیک است. برش لیزر ورقهای نازک آلومینیوم به دلیل دقت و سرعت فوقالعاده، انتخاب اصلی تولیدکنندگان است. اما در این فرآیند، یک چالش فنی بزرگ و آزاردهنده وجود دارد: اعوجاج حرارتی یا Warping. هنگامی که گرمای متمرکز پرتو لیزر به سرعت به بخش کوچکی از ورق آلومینیوم منتقل میشود، تنشهای داخلی شدیدی ایجاد میشود که باعث تاب برداشتن و تغییر شکل قطعه میشود. این پدیده نه تنها باعث ضایعات پرهزینه میشود، بلکه کیفیت نهایی محصول و دقت ابعادی را نیز به شدت تحت تأثیر قرار میدهد. اگر شما درگیر تولید قطعات دقیق از ورقهای نازک آلومینیوم هستید و میخواهید برای همیشه از شر این اعوجاج حرارتی خلاص شوید، این راهنمای جامع، استراتژیهای عملی و تخصصی را به شما ارائه خواهد داد تا برشهایی بینقص و بدون تابخوردگی در خدمات برش لیزر آلومینیوم داشته باشید.
درک مکانیسم اعوجاج حرارتی در برش لیزر
اعوجاج حرارتی در برش لیزر ورقهای نازک آلومینیوم اساساً ناشی از توزیع غیریکنواخت حرارت در ماده است. آلومینیوم، به ویژه در ضخامتهای کم، دارای ضریب انبساط حرارتی بالا و هدایت حرارتی نسبتاً خوبی است. وقتی پرتو لیزر نقطه مورد نظر را گرم میکند، ناحیه برش به سرعت منبسط میشود، در حالی که قسمتهای اطراف ورق هنوز سرد هستند و در برابر انبساط مقاومت میکنند. این تفاوت دما باعث ایجاد تنشهای کششی و فشاری ناگهانی میشود. پس از سرد شدن سریع، این تنشها به صورت دائمی در ساختار ورق باقی مانده و باعث تاب برداشتن یا همان اعوجاج حرارتی قطعه میشوند. درک این مکانیسم کلیدی است تا بتوانیم با هدف قرار دادن منشأ تنشها، از بروز اعوجاج حرارتی در ورقهای نازک آلومینیوم پیشگیری کنیم. برای استعلام دقیق قیمت خدمات برش لیزر الومینیوم در تهران با کارشناسان لیزر پلاس تماس بگیرید.
بهینهسازی پارامترهای لیزر: کنترل ورودی حرارت
اولین و مهمترین خط دفاعی در برابر اعوجاج حرارتی، کنترل دقیق پارامترهای برش لیزر است. هدف اصلی کاهش میزان کل حرارت ورودی (Heat Input) به ورقهای نازک آلومینیوم در واحد زمان است. این کار از طریق کاهش توان لیزر، افزایش سرعت برش، و استفاده از فرکانس پالس بالا و طول پالس کوتاه (در لیزرهای پالسی) امکانپذیر است. با کاهش توان، انرژی کمتری به ماده منتقل میشود، اما برای حفظ کیفیت برش، باید سرعت را نیز به دقت تنظیم کرد. همچنین، استفاده از حالتهای پرتو با کیفیت بالا (مانند $\text{TEM}_{00}$) که تمرکز بالاتری دارند، به این معنی است که میتوان با توان کمتر به چگالی انرژی لازم برای برش رسید، که نتیجه آن کاهش حرارت هدر رفته و به حداقل رسیدن اعوجاج حرارتی در اطراف مسیر برش است.
استراتژیهای خنککاری و استفاده از گاز کمکی مناسب
خنککاری مؤثر و انتخاب گاز کمکی مناسب نقش حیاتی در جلوگیری از اعوجاج حرارتی ایفا میکنند. استفاده از گازهای کمکی خنثی مانند نیتروژن با فشار بالا، نه تنها به خارج کردن مواد مذاب از شکاف برش کمک میکند، بلکه به سرعت ناحیه برش را نیز خنک میکند و از تجمع گرما جلوگیری مینماید. این خنککاری سریع، به ویژه در برش لیزر ورقهای نازک آلومینیوم، زمان کافی برای انتشار حرارت به بقیه ورق را محدود کرده و از ایجاد تنشهای گسترده جلوگیری میکند. برخی تکنیکهای پیشرفتهتر شامل استفاده از پمپهای حرارتی یا اسپریهای خنککننده در نزدیکی ناحیه برش برای دفع سریعتر گرما و مهار پدیده اعوجاج حرارتی هستند.
طراحی مسیر برش و استراتژی چیدمان (Nesting)
نحوه چیدمان قطعات بر روی ورق آلومینیوم و ترتیب برش آنها تأثیر قابل توجهی بر اعوجاج حرارتی دارد. برای به حداقل رساندن این پدیده، باید از برش مداوم قطعات کوچک که منجر به تجمع گرما در یک ناحیه محدود میشود، خودداری کرد. توصیه میشود از استراتژیهای برش متناوب (Jumping) استفاده شود، به این صورت که پس از برش یک قطعه، لیزر به ناحیه دیگری از ورق که هنوز سرد است منتقل شود و زمان کافی برای خنک شدن ناحیه قبلی فراهم آید. همچنین، در چیدمان (Nesting) قطعات، باید فاصله کافی بین آنها در نظر گرفته شود تا انتقال حرارت از یک قطعه به قطعه مجاور به حداقل برسد و پدیده اعوجاج حرارتی در قطعات نزدیک به هم کاهش یابد.
روشهای مهار مکانیکی (Clamping) و تثبیت ورق
استفاده از مهارکنندههای مکانیکی یا Clamping قوی، یکی از روشهای فیزیکی مستقیم برای مقابله با تمایل ورقهای نازک آلومینیوم به تاب برداشتن است. با استفاده از گیرههای محکم در اطراف لبههای ورق، میتوان حرکت و تغییر شکل ناشی از تنشهای حرارتی را محدود کرد. با این حال، باید توجه داشت که این روش تنشهای داخلی را از بین نمیبرد، بلکه فقط از بروز تغییر شکل قابل مشاهده جلوگیری میکند. در برخی سیستمها، میز برش به گونهای طراحی شده است که دارای بلوکهای مهارکننده مغناطیسی یا پنوماتیکی است که ورق را در طول فرآیند برش لیزر کاملاً صاف نگه میدارند، که این کار به ویژه در مورد اعوجاج حرارتی در ورقهای نازک آلومینیوم بسیار مؤثر است.
کنترل متالورژیکی و کیفیت اولیه مواد
کیفیت متالورژیکی و یکنواختی ورق آلومینیوم قبل از برش نیز در بروز اعوجاج حرارتی بسیار مهم است. هرگونه تنش پسماند (Residual Stress) اولیه که ناشی از فرآیندهای نورد یا شکلدهی قبلی باشد، در حین گرمایش لیزر آزاد شده و میتواند به اعوجاج حرارتی کمک کند. استفاده از آلیاژهای آلومینیوم با کیفیت بالاتر و تنش پسماند کمتر، یا انجام عملیات حرارتی تنشزدایی (Stress Relieving) قبل از برش لیزر، میتواند به طور قابل توجهی احتمال تاب برداشتن را کاهش دهد. اگرچه این مرحله به زمان و هزینه اضافه نیاز دارد، اما برای قطعاتی با تلرانسهای بسیار دقیق که از ورقهای نازک آلومینیوم ساخته میشوند، یک اقدام پیشگیرانه ارزشمند است.
استفاده از فناوریهای برش پیشرفته: لیزر فایبر و حالتهای پرتو ویژه
تکنولوژی لیزر فایبر (Fiber Laser) به دلیل تمرکز بالاتر پرتو و کیفیت بهتر، نسبت به لیزرهای $\text{CO}_2$ در برش لیزر ورقهای نازک آلومینیوم، حرارت کمتری را در ناحیه اطراف برش پخش میکند. این ویژگی ذاتی به کاهش اعوجاج حرارتی کمک میکند. علاوه بر این، برخی سیستمهای مدرن از حالتهای پرتو ویژه (Beam Shaping) استفاده میکنند که توزیع انرژی را به جای نقطه متمرکز، به صورت حلقوی یا بیضوی تغییر میدهند. این توزیع بهینهشده حرارتی، تنشهای موضعی را کاهش داده و از ایجاد پدیده اعوجاج حرارتی جلوگیری میکند، در نتیجه میتوان کیفیت برش را در ورقهای نازک آلومینیوم به میزان قابل توجهی بهبود بخشید.
سخن پایانی
کنترل اعوجاج حرارتی در برش لیزر ورقهای نازک آلومینیوم هنری است که علم و عمل را در هم میآمیزد. همانطور که دیدیم، جلوگیری از این پدیده تنها به یک پارامتر وابسته نیست، بلکه ترکیبی از بهینهسازی پارامترهای دستگاه لیزر، استراتژیهای خنککاری پیشرفته، طراحی هوشمندانه مسیر برش، و استفاده از روشهای مهار مکانیکی است. تولیدکنندگان حرفهای با درک دقیق مکانیسمهای فیزیکی و اجرای دقیق این تکنیکها، میتوانند چالش اعوجاج حرارتی را به فرصتی برای تولید قطعات با دقت ابعادی بینظیر تبدیل کنند. سرمایهگذاری در آموزش اپراتورها و بهروزرسانی مداوم پارامترهای برش، کلید تضمین کیفیت و به حداقل رساندن ضایعات در فرآیند برش لیزر ورقهای نازک آلومینیوم است. در نهایت، تسلط بر کنترل گرما، به معنای تسلط بر کیفیت نهایی محصول شما خواهد بود.